

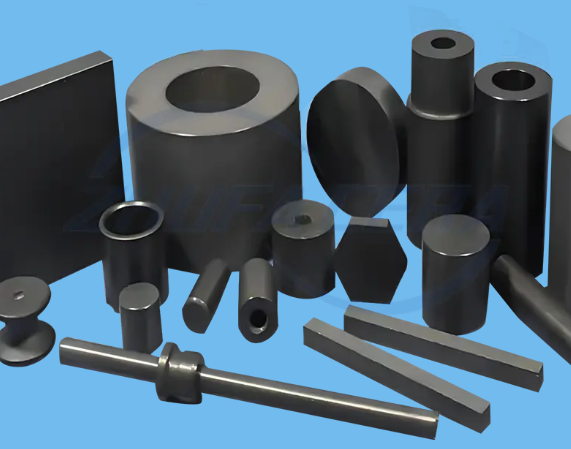
Keramički prsten od crnog silicij-karbida je keramički sklop visokih performansi izrađen od silicij-karbida visoke čistoće preciznim oblikovanjem i sinteriranjem na visokoj temperaturi. Njegova čet...
Pogledajte pojedinosti
PRATITE NAS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Shvatite tajne oblikovanja, sinteriranja i kontrole oblika cirkonijevog oksida i silicijevog nitrida u jednom članku
2026-05-21
1. Osnovni proces industrijskog procesa proizvodnje keramike
Proizvodnja industrijske keramike (također poznata kao napredna keramika ili inženjerska keramika) rigorozan je proces pretvaranja rastresitog anorganskog nemetalnog praha u precizne dijelove visoke čvrstoće, otpornosti na trošenje, otpornosti na visoke temperature ili posebnih električnih svojstava. . Njegov standardni proizvodni proces jezgre obično uključuje sljedeće Pet glavnih faza.

- Priprema praha Precizno miješati sirovine visoke čistoće. Kako bi prah imao dobru fluidnost i vezujuću snagu u naknadnom kalupljenju, potrebno je dodati odgovarajuću količinu organskog veziva, maziva i disperzanta. Nakon visokoučinkovitog miješanja u mlinu s kuglicama i sušenja raspršivanjem, proizvodi se granulirani prah s ravnomjernom raspodjelom veličine čestica.
- Formiranje zelenog tijela U skladu s geometrijskim oblikom i opsegom masovne proizvodnje proizvoda, granulirani prah se mehanički preša ili ubrizgava u kalup. Glavne metode kalupljenja uključuju suho prešanje i hladno izostatičko prešanje ( CIP ), injekcijsko prešanje keramike ( CIM ) i lijevanje trake.
- Zelena obrada i odvezivanje Formirano zeleno tijelo sadrži veliku količinu organskog veziva. Prije formalnog sinteriranja, mora se staviti u peć za uklanjanje veziva i polako zagrijavati na zraku kako bi se izazvala piroliza ili isparavanje (odmašćivanje). Tvrdoća zelenog tijela nakon uklanjanja veziva je niska i lako je izvršiti preliminarnu mehaničku obradu kao što je bušenje i rezanje.
- Visokotemperaturno sinteriranje Ovo je kritičan korak u postizanju konačnih mehaničkih svojstava keramike. Odvojeno zeleno tijelo stavlja se u peć za sinteriranje na visokoj temperaturi. Između zrna dolazi do prijenosa mase i povezivanja. Pore se postupno prazne. Zeleno tijelo prolazi kroz ozbiljno volumensko skupljanje i konačno postiže zgušnjavanje.
- Precizna obrada i pregled Budući da keramika nakon sinteriranja ima izuzetno visoku tvrdoću (obično odmah iza dijamanta) i ima određeni stupanj deformacije sinteriranjem, ako se žele postići mikronske dimenzionalne tolerancije ili hrapavost površine na razini zrcala, moraju se utvrditi i precizno obraditi dijamantnim brusnim pločama i brusnim pastama, te konačno sveobuhvatnom kontrolom kvalitete pomoću visoko preciznih instrumenata kao što su trodimenzionalne koordinate.
2. Usporedba značajki procesa između cirkonijevog oksida i silicijevog nitrida
Među suvremenom naprednom strukturnom keramikom, cirkonij i silicijev nitrid Zastupljena su dva sustava. Prva je tipična oksidna keramika izvrsne visoke žilavosti i estetike; silicijev nitrid To je neoksidna keramika s visokom kovalentnom vezom i ima izvrsne performanse u pogledu tvrdoće, stabilnosti na toplinski udar i ekstremno visoke temperature okoline. Slijedi usporedba ključnih parametara proizvodnog procesa ta dva.
| Dimenzija procesa | Cirkonska keramika (ZrO₂) | silicijev nitrid陶瓷 (Si₃N₄) |
| klasični temperatura sinteriranja stupanj | 1350°C - 1500°C Zgušnjavanje se može dovršiti pod normalnim tlakom zraka, a cijena opreme je niska. | 1700°C - 1850°C Dušik pod visokim tlakom (1-10 MPa) mora se uvesti za sinteriranje pod zračnim pritiskom kako bi se spriječilo raspadanje pri visokim temperaturama. |
| Kontrola skupljanja linije | 20% - 22% (veliki i stabilni) Gustoća pakiranja praha je ujednačena, a izračun faktora pojačanja kalupa je izuzetno pravilan. | 15% - 18% (relativno malo, ali vrlo nepostojano) Pod utjecajem brzine difuzije i promjene faze aditiva tekuće faze, tehnologija kontrole veličine je teška. |
| Fazne promjene i učinci volumena | Postoji stres promjene faze Hlađenjem tetragonalna faza prelazi u monoklinsku fazu s ekspanzijom volumena od 3%-5%, a za sprječavanje pucanja potrebno je uvesti stabilizatore poput itrijevog oksida. | Modifikacija promjene faze Tijekom sinteriranja, α faza se transformira u β fazu, tvoreći isprepletenu isprepletenu stupčastu kristalnu strukturu, koja može značajno poboljšati žilavost matrice. |
| Glavni proces kalupljenja | Suho prešanje/hladno izostatičko prešanje, brizganje keramike (CIM) Puder ima visoku gustoću, dobru fluidnost, lako zbijanje i masovnu proizvodnju posebnih oblika. | Hladno izostatičko prešanje (CIP), kalupljenje Vlastita gustoća praha je niska, pahuljast i teško ga je zbiti, pa se često koristi višesmjerni visokotlačni CIP. |
| ��Savjeti za proizvodnju industrijskog slijetanja: Srce industrijske proizvodnje keramike leži u Savršeno uklapanje između 'krivulje temperatura-vrijeme' i 'kompenzacije skupljanja'. Poteškoća cirkonijevog oksida uglavnom leži u fazi supertvrdog brušenja nakon sinteriranja (veliki gubici alata i niska učinkovitost); dok osnovna barijera silicijevog nitrida leži u njegovom rigoroznom procesu sinteriranja tlaka zraka pri ultra-visokoj temperaturi/vrućem izostatičkom prešanju i povjerljivoj formuli pomoćnih sredstava za sinteriranje za prijenos mase tekuće faze kovalentne veze niskog tališta. |
Srodni proizvodi
-
-
Keramička šipka od cirkonija je šipka od keramičkog materijala visokih performansi, uglavnom izrađena od cirkonijevog oksida, izvrsne mehaničke čvrstoće i kemijske stabilnosti. Pokazuje izuzetno vi...
Pogledajte pojedinosti -
Ploče plave cirkonijeve keramike su precizne komponente izrađene od napredne cirkonijeve keramike. Obojeni su kobaltom, željezom ili bakrom kako bi dobili plavu boju. Ova boja ne služi samo kao viz...
Pogledajte pojedinosti -

Ova plava cirkonij keramička igla izrađena je od naprednog cirkonijevog keramičkog materijala koji pruža izvrsnu izdržljivost i performanse. Cirkonska keramika poznata je po svojoj visokoj čvrstoći...
Pogledajte pojedinosti -
Zirconia Ceramic Gear izrađen je od keramičkog materijala cirkonijevog oksida, koji ima izvrsnu visoku čvrstoću i visoku tvrdoću. Ovo svojstvo materijala omogućuje mu da se učinkovito odupre habanj...
Pogledajte pojedinosti -
Vodilica od cirkonijeve keramike precizna je mehanička komponenta visokih performansi izrađena od keramičkog materijala cirkonijevog oksida. Njegove osnovne karakteristike proizlaze iz izvrsnih fiz...
Pogledajte pojedinosti -
Zirconia Ceramic Locating Pin je element za pozicioniranje visoke preciznosti izrađen od naprednog keramičkog materijala od cirkonijevog oksida s izvrsnim fizičkim i kemijskim svojstvima. Njegove g...
Pogledajte pojedinosti -
Keramički prsten od cirkonija keramički je proizvod visokih performansi poznat po izvrsnim fizičkim i kemijskim svojstvima. Ima izuzetno visoku tvrdoću i snagu, s Mohsovom tvrdoćom većom od 8,5, št...
Pogledajte pojedinosti -
Ploče od cirkonijeve keramike postale su funkcionalne osnovne komponente u raznim područjima zahvaljujući svojim jedinstvenim svojstvima. S čvrstoćom na savijanje od 900–1200 MPa i otpornošću na lo...
Pogledajte pojedinosti -
Zirconia Ceramic Strip je trakasti materijal izrađen od cirkonijeve oksidne keramike visokih performansi s izvrsnim fizičkim i kemijskim svojstvima. Ima izuzetno visoku tvrdoću i čvrstoću na savija...
Pogledajte pojedinosti -
Cirkonske keramičke pločice reprezentativni su proizvodi na području konstrukcijske keramike visokih performansi. U usporedbi s tradicionalnom aluminijevom keramikom ili metalnim materijalima, njeg...
Pogledajte pojedinosti -

Cirkonski keramički klip je komponenta visokih performansi dizajnirana za oštra industrijska okruženja. U usporedbi sa sličnim keramičkim ili metalnim klipnim proizvodima, ističe se svojim jedinstv...
Pogledajte pojedinosti

-
Brze veze
Dom Proizvodi O nama Usluge tehnologija Vijesti Kontaktirajte nas -
Proizvodi
Keramički strukturni dijelovi Cirkonska keramika Aluminijeva keramika Keramika ZTA Silicij nitrid keramika Keramika od silicij karbida Keramički brizgani dijelovi -
O nama
Obilazak tvornice čast FAQ -
Kontakt podaci
+86-188 8878 5188zf@zfcera.comNo. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang Province, Kina -
WhatsApp

Autorska prava © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Sva prava pridržana.
Kineski proizvođač precizne keramike
dobavljač precizne keramike na veliko
